Moulder and planer cutterheads should give years of service if properly maintained. It is important that a head and all of its components be kept clean and free of damage from use or misuse. Balance is also critical and it is a good practice to include a regular balance check on component parts during assembly. This will help insure that the head will run true and produce the finest finishes.
When assembly of a straight bore cutterhead is to take place be sure that you are starting with a quality cutterhead. Tolerances and materials vary a great deal from manufacturer to manufacturer so be sure you start with a good quality head. First, visually look at the head and its components to see if there are any outstanding defects or damage of any kind. Then make sure all components are clean and free of dirt, rust, burrs, etc.
All gibs that are assembled in a head are balanced as (1) set. These gibs should be kept together. Do not mix gibs from (1) head with gibs from other heads.
All knives used in a head should be balanced before assembly to within .2 grams.
When a head is assembled it is important to tighten the gib screws properly.
- First, snug-up all the gib screws in all the knife slots.
- Second, tighten up all the screws the second time around.
- Give all gib screws a final tightening.
The screws should be tightened a total of (3) times around the head. It is important not to tighten the first time around as this may distort the head, especially in heads with 6, 8, or more knives.
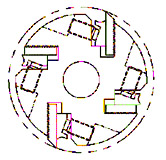
Improper tightening can result in distortion or a springing of the head. Depending upon the quality of the material used for the head, this distortion may become permanent and render the head useless. Fig. 1 shows a head with all the knife slots filled. The head can also be run with 2 knives using opposite slots. In this case, the remaining knife slots must contain filler stock and tightened as explained above.
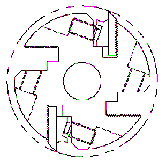
Fig. 2 shows a head with 2 knife slots filled and the remaining 2 slots open. In this case, distortion can occur when stress is added to the body when the gib screws are tightened. This stress, in some cases can distort or pinch the bore enough so that it cannot be removed from the spindle as shown in Fig. 3.
This distortion can also damage knife slots by collapsing the open slots enough to cause permanent damage depending on how close the slots are together.
Using these techniques will insure years of service for any straight bore cutterhead. Proper maintenance of these cutterheads and components will also provide a consistent and reliable performance each time they are used
The screws should be tightened a total of (3) times around the head. It is important not to tighten the first time around as this may distort the head, especially in heads with 6, 8, or more knives.
Improper tightening can result in distortion or a springing of the head. Depending upon the quality of the material used for the head, this distortion may become permanent and render the head useless. Fig. 1 shows a head with all the knife slots filled.
The head can also be run with 2 knives using opposite slots. In this case, the remaining knife slots must contain filler stock and tightened as explained above.